














Фильтр
Новое в 3D-печати маломерных судов
В статье: о корпусах для маломерных судов, напечатанных на 3D-принтере в первой половине 2026 года После волны хайпа тема 3D-печати корпусов маломерных судов как-то сама собой затихла. В ОАЭ потихоньку печатают лодки для Дубайского залива (об этом – здесь), в Голландии две фирмы (об этом – здесь ), остальные либо показывают «распечатки» двух-трехлетней давности, либо отказались от этой идеи. Но 2026 год принес новости по этой теме. О них – ниже. Компания Voltage Vessels представила шестиметровую моторную лодку класса RHIB (rigid-hulled inflatable boat) для оценки в рамках программы морской обороны США. Справочно: RHIB – это моторные лодки или катера с жестким корпусом и надувным баллоном по периметру вверху борта. Смысл баллона – обеспечить непотопляемость и увеличить остойчивость лодки. "Изюминка" лодки - не только 3D-печать корпуса, но и использование местных материалов. Корпус лодки напечатан из «инновационного» материала Eclipse X9, который изготавливается из вторичного PETG с гава

Показать еще
Российский рынок сухих смесей для аддитивного строительства
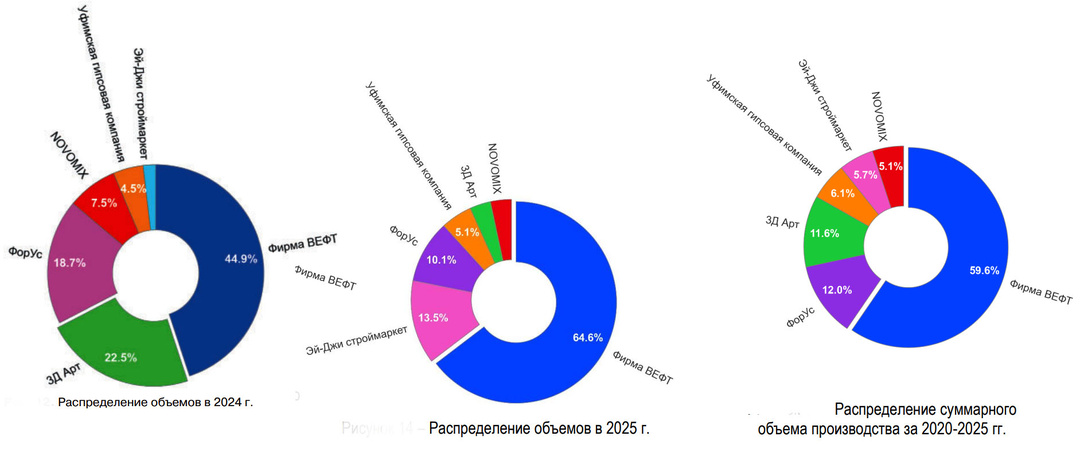
В статье – анализ рынка сухих строительных смесей для строительных 3D-принтеров: объемы выпуска, основные производители. Строительная печать в России постепенно набирает обороты, что хорошо видно по объему выпуска сухих смесей для 3D-печати: в 2025 году объем выпуска достиг 3000 тонн. Три тысячи тонн по сравнению с выпуском цемента в 55,4 миллиона тонн – менее 1/10 000, но в 2020 году таких смесей просто не выпускалось в товарном количестве, только опытные партии. Несмотря на то что строительные 3D-принтеры могут печатать «обычным» бетоном на цементной или гипсоцементной основе, для обеспечения необходимого качества и скорости строительства желательно использовать специальные смеси. От обычного «бетона» они отличаются: - большим количеством вяжущего вещества (цементного раствора) и меньшим количеством наполнителя для обеспечения лучшей когезии между слоями; - внесением специальных добавок для увеличения тиксотропности, ускорения схватывания и увеличения пластичности; - наличием волокни
Показать еще
Первый инцидент с 3D-печатным оружием в РФ – фейк, хайп журналистов или реальность?
В статье: по следам очередного фейка или хайпа о стрельбе из 3D-печатного пистолета в Санкт-Петербурге. Недавно, 19 апреля 2026 года, на Фонтанке в Санкт-Петербурге произошел бытовой конфликт на базе то ли нарушения ПДД, то ли агрессивной езды; в ходе конфликта один из участников выстрелил во второго в лицо и нанес телесные повреждения. Ничего интересного, если бы не то обстоятельство, что использовался «3D-печатный пистолет». Сами понимаете — наши журналисты не могут пройти мимо этого обстоятельства и устроили сенсацию на пустом месте. Я не буду писать весь бред, что успели написать новостные агентства, приведу только один скриншот: Фотография «пистолета», который был найден при задержании участников «перестрелки»: Вроде бы интернет-поиск по картинкам еще никто не запрещал, но журналистам главное — хайп, а не истина. Ну а для вас я немного поясню произошедшее. Один участник конфликта выстрелил в другого участника конфликта из пускового «сигнала охотника», вероятно ПУ-2, и попал в лицо

Показать еще
Вместо автоматической смены филамента – Тулченжер!
В статье: о системах автоматической смены головок или хотэндов в FDM-принтерах. В прошлой статье (здесь) я описывал системы автоматической смены филамента для FDM-принтеров, позволяющих печатать различными цветами или материалами при использовании одноголовочного FDM-принтера. Такие системы известны с 2016 года, но популярность они получили после выпуска системы AMS фирмой BambyLab в 2022 году, и к настоящему времени практически все производители имеют в своих линейках принтеры с аналогичными системами. При всех достоинствах такой системы – возможность печати в несколько цветов или различными материалами (например, основной материал и материал растворимых поддержек) у них есть существенный недостаток – для смены цвета необходимо «продуть» весь материал, который находится в головке. Как минимум. А большинстве случаев настраивается продувка «с запасом», т.к. самое ничтожное количество черного пластика может сделать белый пластик серым, а ничтожное количество желтого пластика – сделать

Показать еще
ИИ и нейросети для инженера – реклама vs реальность
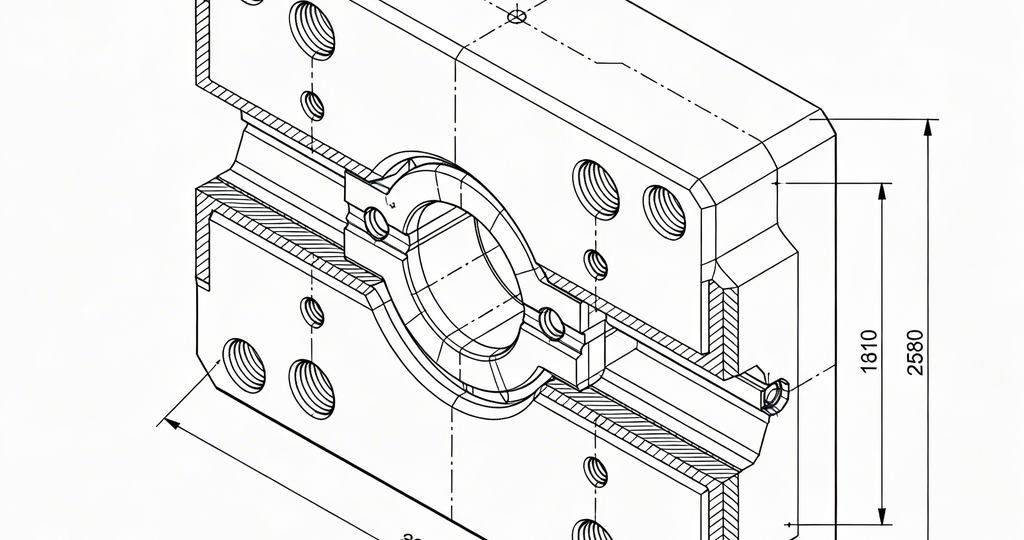
В предыдущей статье (здесь) я писал про нейросети для генерации 3D-моделей по фото или текстовому промпту. Теперь пришло время поговорить о возможности генерации 3D-моделей технического назначение. Человеку, далёкому от инженерной работы трудно понять какая громадная пропасть лежит между генерацией 3D-моделей для «инженерки» и генерации 3D-моделей «художественной направленности». Назову основные отличия: 1. Необходимость точного задания основных размеров 2. Использование «дерева построения», которое позволяет оперативно менять размеры 3D-модели с автоматическим перестроением. Речь идет о параметрических CAD – большинство современных CAD относятся к этой группе, но есть и непараметрические CAD, где нет дерева построения, а так же AutoCAD, в котором параметризация – неполная. 3. Использования специализированных форматов файлов, как правило – для каждого CAD – свой, да еще, иногда, по нескольку форматов на CAD. 4. Представление криволинейных поверхностей 3D-модели не в виде сетки из треу
Показать еще
Ограничения на геометрию изделий при 3D-печати керамики
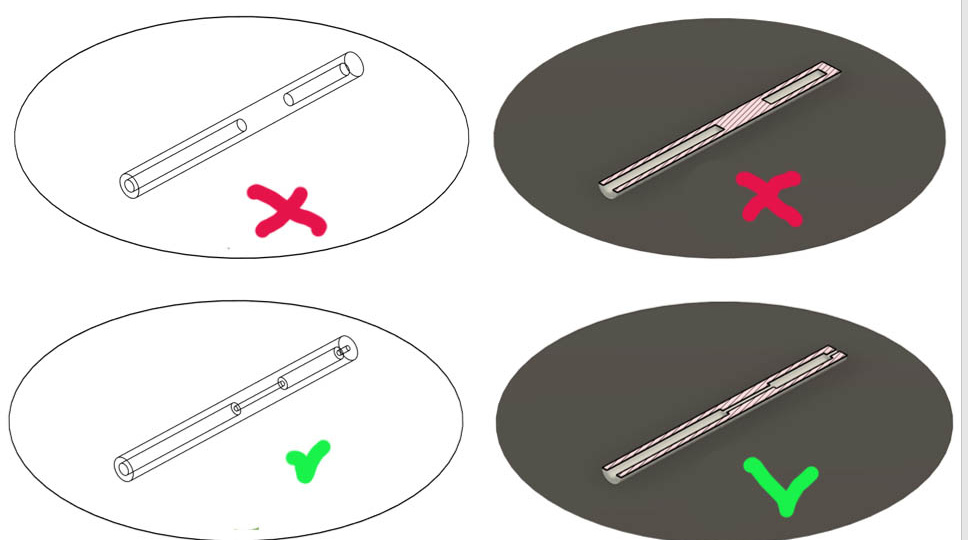
В статье: ограничение на геометрию изделий при печати на 3D-принтерах керамических «зеленых» заготовок для последующего спекания из высоковязких паст с построением «сверху-вниз» (3Dceram и «Прокерамика-170», подробнее - здесь) При фотополимерной 3D-печати с построением сверху-вниз из высоковязких паст ограничения минимальные, но они есть. Все ограничения можно разделить на три группы: Первая группа ограничений связана с самой керамикой – керамика не любит разностенность изделия и резкие переходы толщины изделия. Керамика не любит концентрацию напряжения. Керамика не любит растяжение и точечную нагрузку. Соответственно нужны фаски, галтели в местах резких переходов, нужно стремиться к уменьшению разностенности деталей. Вторая группа ограничений связана с процессом выжигания связующего – чем толще стенка, тем сложнее выжечь связующее, и тем выше напряжения при спекании детали и выгорании связующего. Ограничения по минимальной толщины стенки 0,3мм и максимальной 8 мм являются стандартным
Показать еще
Про "ИИ", который проектирует ракетные двигатели
Спойлер: Это CEM, а не нейросеть или LLM. В середине 2024 года все СМИ опубликовали новость – ИИ самостоятельно спроектировал ракетный двигатель, который прошел успешные испытания. При этом шел намек, что это специально обученная нейросеть, которую две недели обучали неизвестно на чем. Казалось бы – вот он, прорыв! Обучи нейросеть – и с космонавтикой будет всё в ажуре! Так ли это? С одной стороны – не так, ни LLM, ни какие-либо другие новомодные нейросети не могли, не могут и никогда не смогут спроектировать что-то стоящее и по-настоящему новое. Но вот использование инженерных вычислительных моделей с учетом новых возможностей вычислительной техники действительно могут привести к революционным результатом. Во только можно ли их назвать ИИ? В середине 2024 году LEAP71 отчиталась об огневых испытаниях первого, спроектированного при помощи ИИ, ракетного двигателя: При этом в новостях была небольшое лукавство - никакой ИИ не проектировал двигатель, проектировались и разрабатывались только

Показать еще
Сделано у нас: российский "керамический" SLA 3D-принтер
В статье: о российском 3D-принтере «Прокерамика-170» для печати «зеленых» керамических заготовок из фотополимеризующейся высоковязкой суспензии для последующего спекания в керамическую деталь. Керамическая 3D-печать – не новость. Для производства керамических изделий 3D-печать используется давно, правда, в большинстве случаев речь идет о 3D-печати заготовок («зеленых» деталей) для последующего спекания. Использование наполненных керамическим порошком фотополимеров для этой цели – то же не новость. Есть фотополимеры с количеством наполнителя 40%, ими иногда можно печатать на обычных SLA/mSLA/DLP 3D-принтерах. При количестве наполнителя более 60% суспензия становится настолько вязкой, для 3D-печати требуются уже специальные установки, позволяющие формировать слой из высоковязкой композиции – об этом я писал здесь и здесь. Чем выше процент наполнителя – тем меньше усадка при спекании, и тем выше качество получаемого после спекания изделия. В идеале желательно печатать настолько вязкой ком

Показать еще
Генерация 3D-моделей в нейросети для 3D-печати - реальность или хайп?
Далеко не всегда реклама соответствует реальности, в статье – список нейросетей, используемых для разработки 3D-моделей под 3D-печать. Несколько лет назад я написал статью о том, почему невозможно распечатать 3D-модели, сделанные для игр и дизайна (это - здесь)… Времена изменились – теперь уже не нужно будет вытаскивать 3D-модели из игр – достаточно сгенерировать аналогичные нейросетью… Ушедший 2025 год характерен взрывным ростом нейросетей, способных генерировать 3D-модели. На текущий момент таких нейросетей – более ста пятидесяти. Большиснтво из них – больше для развлечения, но есть и такие нейросети, которые генерируют модели достаточного качества для использования в играх, анимации, для 3D-дизайна. Но вот можно ли их напечатать на 3D-принтере? Напомню требования 3D-моделей для 3D-печати: - формат stl или obj (некоторые слайсеры понимают форматы 3MF или форматы CADов, но универсальными на сегодняшний день остаются только два формата – stl и obj). - модель должна иметь полностью за
Показать еще
Пластик гнет металл!!
В статье: об изготовлении матриц и пуансонов для гибки листового металла из термопластов на FDM/FFF 3D-принтерах. Традиционно формообразующую оснастку для гибки листового материала изготавливают из металла, хотя в XIX веке и раньше шаблоны и матрицы для гибки иногда изготавливались из дерева, а для гибки листовой меди, серебра – иногда из дерева изготавливались и пуансоны. Первые опыты изготовления оснастки для гибки листового металла относится к началу 60-х годов прошлого века – с появлением «литьевых» двухкомпонентных эпоксидных и акриловых смол появилась возможность сравнительно дешево делать оснастку. Опыт применения показал хорошую стойкость и практическую применимость такой оснастки на гидравлических и винтовых прессах, и полную неприменимость на кривошипных прессах. Главное требования для возможности использования пластмассовой оснастки – плавное нарастание усилия, плавное начало деформации металла, небольшие скорости и отсутствие удара в процессе гибки. Несмотря на положительны

Показать еще
загрузка
Показать ещёПравая колонка